STONELINK meets the Xiamen International Stone Fair once again, bringing our passion and the finest natural stone—all to connect with you. STONELINK currently offers nearly 40+ premium natural stone selections, sourced directly from quarries worldwide—and more exquisite stones await you in the future!
Event: The 25th China Xiamen International Stone Fair
Venue: Xiamen International Conference and Exhibition Center, Fujian, China
Time: 16-19 March 2025
Booth: C1036

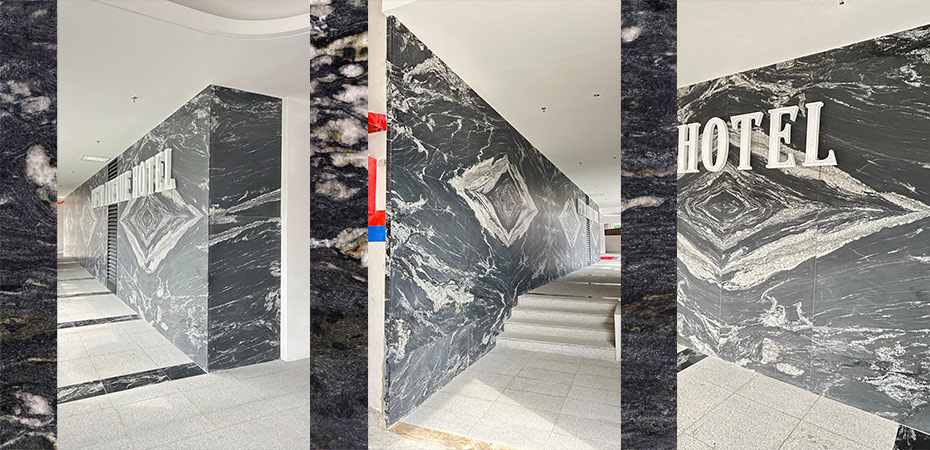
About our booth: Woven Realms of Time
Named "Woven Realms of Time", Booth C1036 is designed for a moment of connection with you. "Time" symbolizes the ever-changing essence of natural stone—sometimes powerful and dynamic, sometimes soft and graceful, like the shifting seasons. "Woven Realm" envisions a space where stone and art intertwine, a dialogue with nature guided by hand and heart. Light and shadow dance among organic forms, embodying the symbiosis of art and nature, unveiling infinite possibilities and a fluid, timeless beauty.
Booth C1036 by STONELINK features an impressive selection of at least 17 premium natural stone varieties, carefully sourced from top quarries worldwide. Each stone highlights the boundless possibilities of natural materials in contemporary design, making them ideal for luxury architecture, interior decoration, and bespoke projects.

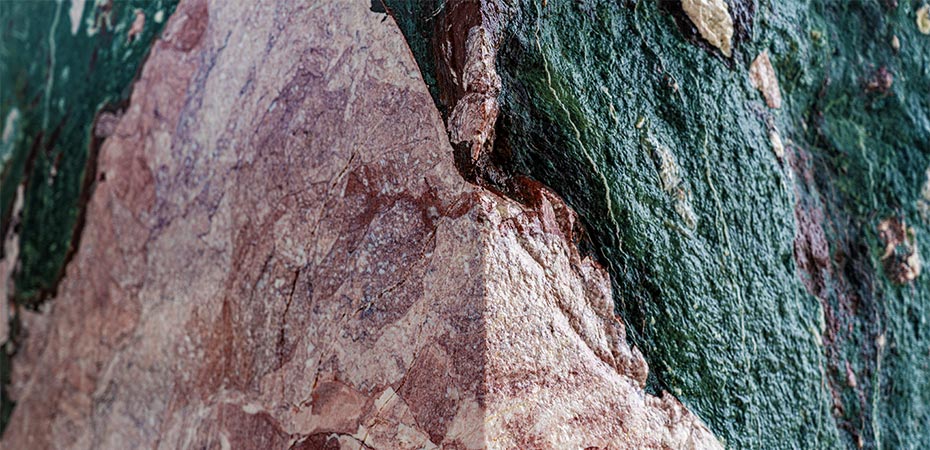
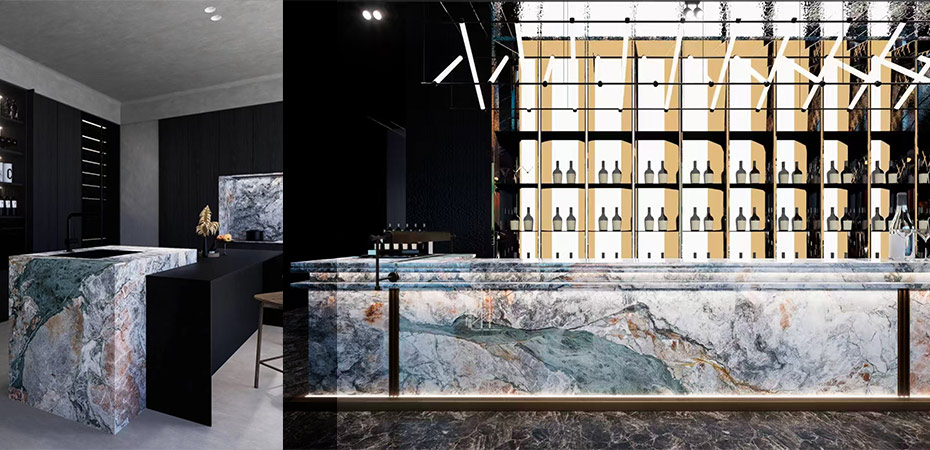
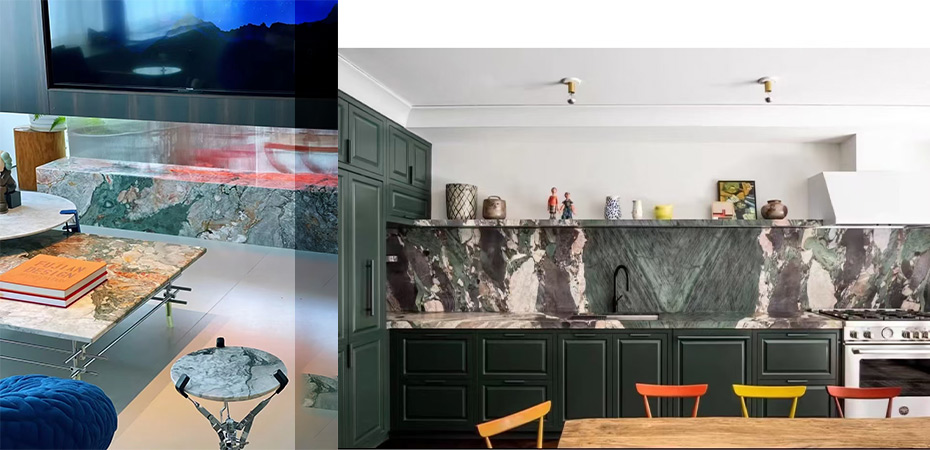
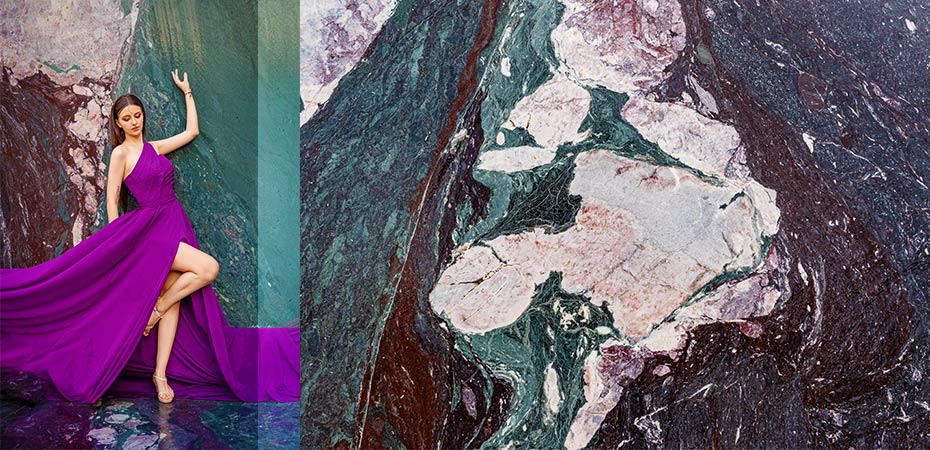
The Brazilian natural quartzite Excalibur resembles a jeweled palette, where shades of purple, pink, beige, gray, and green are scattered like gemstones on a jade tray. Its overall tone reflects a refined Morandi color palette, with varied hues adaptable to different design settings. Terra Rosa captures the essence of ancient tree rings, layered with intricate textures that breathe life into the stone. Its warm, earthy tones evoke the glow of a setting sun, casting a timeless and serene radiance. Santorini resembles the deep night sky, sparkling with stars in shades of black, gray, and white. The brown, orange, and yellow patterns and veins resemble shooting stars, leaving behind trails of vibrant light. Velvet Red features a smooth, silky texture, with a red base and intersecting brown and white veins. Its bold and free-spirited appearance exudes a sense of heat and freedom. Imperial Green showcases a deep, rich green hue, with a jade-like texture and a majestic presence. As the royalty of stones, it pays tribute to timeless artistry, embodying the divine essence within marble.

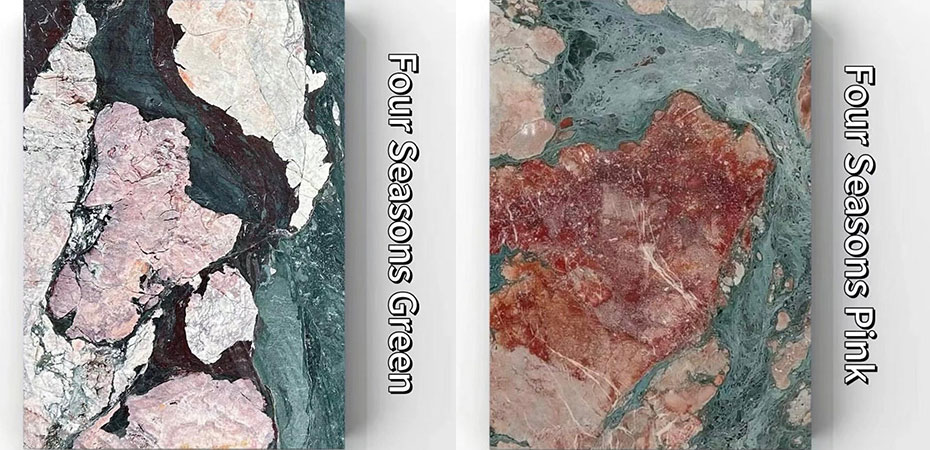
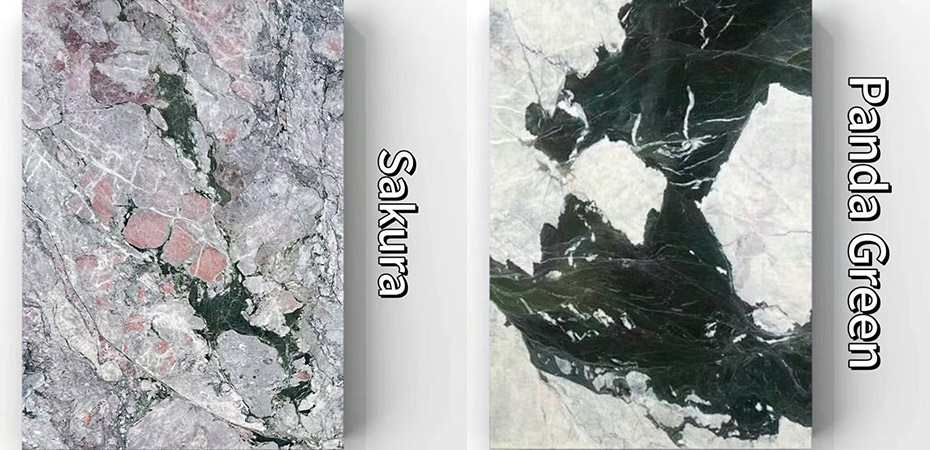
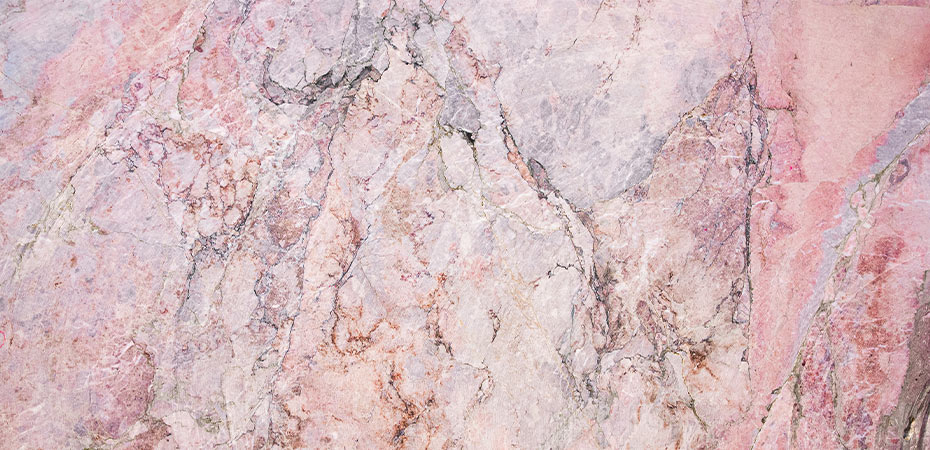
The natural marble Four Seasons Sakura captures the brilliance of cherry blossoms and the warmth of spring, distilling their beauty into timeless veins. Every corner it adorns blooms with everlasting sakura, unfading and eternal. The Brazilian natural marble Vanta Nero holds infinite secrets of black and white. Its mirror-like surface shimmers with a profound luster, absorbing light and releasing a mesmerizing, fluid rhythm. From Portugal, Blue Water is an exquisite blend of deep blue-gray tones interwoven with soft white, evoking a sense of understated elegance. Its flowing veins resemble gentle ripples, hinting at hidden depths beneath the surface. Raggio Verde bursts with vibrant green, offering four distinct patterns—diagonal veining, water ripple, panda green, and Tiffany blue—each with its own unique charm, waiting to captivate the eye. Bianco Oro & Bianco Vena, exudes the clarity of a mountain spring. Bianco Oro glows with golden threads, while Bianco Vena presents a pure, refined aesthetic—each a masterpiece of natural beauty. Dark Forest features a blend of deep green and creamy white, with clear veins resembling forest pathways, intertwined with trees and vines, creating a sense of natural unity and connection.

The natural travertine Jurassic Traonyx features a deep brown base with intricate, layered stripes in black, gray, brown, and creamy white. The marble's translucent areas resemble jade, adding a sense of ethereal beauty. Jurassic White Traonyx presents a soft beige tone with varying shades of brown stripes, which become more pronounced under light exposure. Red Travertine has a fine texture and clear layers, radiating the intense warmth of a sunset. Its overall style is vintage and refined, evoking a sense of timeless sophistication. Silver Travertine showcases a perfect combination of futuristic and technological elements with its low-key and luxurious silver gray color. European Limestone, with its gentle beige hues, distinctive textures, and enchanting natural luster, stands as a gem in architectural and interior design.

STONELINK | Curating the Finest Global Stone, Empowering Exceptional Design
Every member of STONELINK has turned their "passion" into solid little stones, building them into a tower of strength, and together we "polish the stones into pearls"! Moving forward, we will continue to unite with one heart, advancing step by step! At next year's Xiamen International Stone Fair, we will bring even more surprises and joy! Whether starting from the source to create your project or finding the perfect source for your project, we are here to solve your concerns, ensuring that you can rest easy!
Xiamen International Stone Fair 2026 — Looking forward to meeting you next year!